
廠家直銷 售后無憂
專業技術人員親臨指導
我們致力于為您提供放心的冷庫解決方案
We are committed to providing you with reliable refrigeration solutions

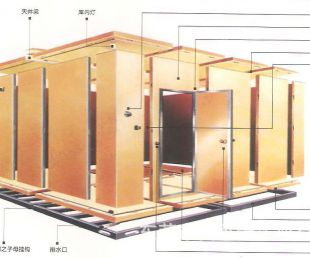
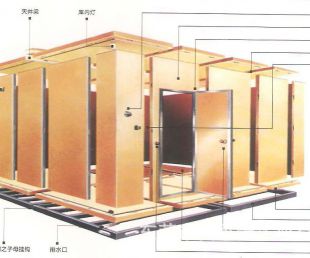
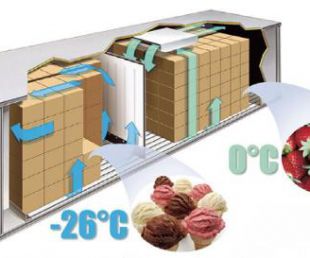
規格品種眾多,可根據客戶需要定做
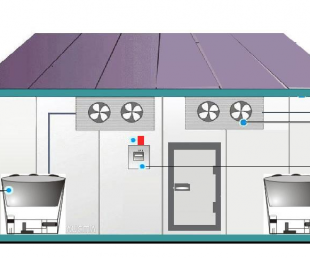
節能、高效、低噪的制冷設備,耐嚴寒,耐高溫,耐腐蝕,維修便利
自動控制系統,實現機組全面動態監測
高效節能,故障自我診斷,保養自動提示
擁有核心技術 更擅長高難度制冷工程
專家護航 多維度把控工程質量
重溫差測試輕松應對各種嚴苛環境


湖北冰峰冷暖設備有限公司是一家專業從事各種大、中、小型冷庫(保鮮庫,冷藏庫,冷凍庫,速凍庫)果蔬氣調庫,醫藥冷庫,物流冷庫,節能環保空氣能烘庫等制冷制熱工程的系統研發、設計、安裝、技術咨詢、售后服務、冷鏈銷售于一體的綜合型公司。
公司秉持以誠做人,以信經商的品牌理念,憑借雄厚的技術實力以及公司使用的制冷制熱設備均通過了ISO9001質量體系認證和安裝許可竭誠為您提供貨真價實的工程項目。同時為您提供制冷制熱問題的解決方案和長期穩定的日常維護。公司通過創新技術和完善的售后服務讓您的生活因我們而更安心,讓您的事業因我們而更加...












 掃描微信二維碼咨詢
掃描微信二維碼咨詢

 主站蜘蛛池模板:
日喀则市|
湘潭市|
柘城县|
台湾省|
板桥市|
颍上县|
连平县|
浦北县|
临颍县|
项城市|
平乡县|
都安|
黔江区|
汝城县|
九台市|
肇州县|
观塘区|
韶山市|
合水县|
莱州市|
交口县|
都匀市|
左权县|
五华县|
崇礼县|
炎陵县|
上思县|
台山市|
滨州市|
息烽县|
南木林县|
崇文区|
行唐县|
宿州市|
微博|
墨竹工卡县|
黔江区|
岳西县|
漠河县|
弥渡县|
独山县|
主站蜘蛛池模板:
日喀则市|
湘潭市|
柘城县|
台湾省|
板桥市|
颍上县|
连平县|
浦北县|
临颍县|
项城市|
平乡县|
都安|
黔江区|
汝城县|
九台市|
肇州县|
观塘区|
韶山市|
合水县|
莱州市|
交口县|
都匀市|
左权县|
五华县|
崇礼县|
炎陵县|
上思县|
台山市|
滨州市|
息烽县|
南木林县|
崇文区|
行唐县|
宿州市|
微博|
墨竹工卡县|
黔江区|
岳西县|
漠河县|
弥渡县|
独山县|